

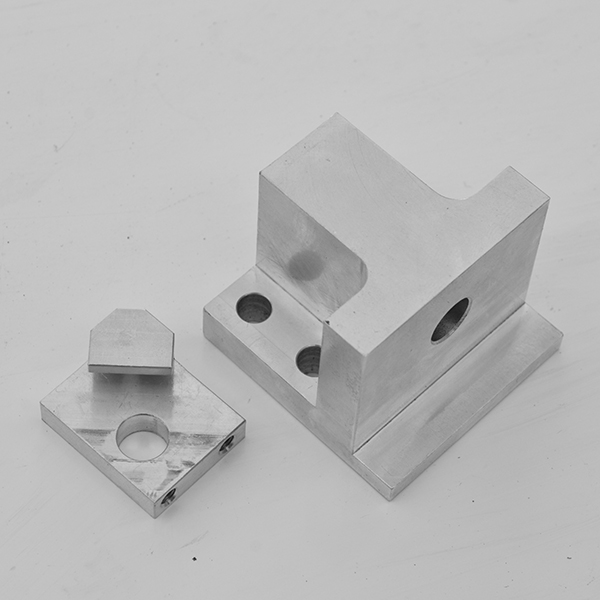




CNC frezalash jarayoni
Raqamli boshqaruv (shuningdek, kompyuterning raqamli boshqaruvi va odatda CNC deb ataladi) kompyuter yordamida ishlov berish asboblarini (burg'ulash, stanoklar, tegirmonlar va 3D printerlar kabi) avtomatlashtirilgan boshqarishdir.CNC mashinasi kodlangan dasturlashtirilgan ko'rsatmalarga rioya qilish orqali va ishlov berish jarayonini bevosita boshqaradigan qo'lda operatorsiz texnik xususiyatlarni qondirish uchun materialning bir qismini (metall, plastmassa, yog'och, keramika yoki kompozit) qayta ishlaydi.
CNC mashinasi motorli manevrli vosita va ko'pincha ma'lum bir kirish ko'rsatmalariga muvofiq kompyuter tomonidan boshqariladigan motorli manevrli platformadir.Ko'rsatmalar CNC mashinasiga G-kod va M-kod kabi mashinani boshqarish bo'yicha ko'rsatmalarning ketma-ket dasturi ko'rinishida yetkaziladi, so'ngra bajariladi.Dastur bir kishi tomonidan yozilishi yoki ko'pincha grafik kompyuter quvvatli dizayn (SAPR) dasturiy ta'minoti va/yoki kompyuter quvvatli ishlab chiqarish (CAM) dasturlari tomonidan yaratilishi mumkin.3D-printerlarda chop etiladigan qism ko'rsatmalar (yoki dastur) yaratilgunga qadar "bo'lingan".3D printerlar ham G-koddan foydalanadilar.
CNC - bu qo'lda boshqarilishi (masalan, qo'l g'ildiraklari yoki tutqichlar kabi qurilmalar yordamida) yoki oldindan tayyorlangan naqshli yo'riqnomalar (kameralar) tomonidan mexanik ravishda boshqarilishi kerak bo'lgan kompyutersiz ishlov berishdan katta yaxshilanishdir.Zamonaviy CNC tizimlarida mexanik qismni loyihalash va uni ishlab chiqarish dasturi yuqori darajada avtomatlashtirilgan.Qismning mexanik o'lchamlari SAPR dasturiy ta'minoti yordamida aniqlanadi va keyin kompyuter quvvatli ishlab chiqarish (CAM) dasturiy ta'minoti orqali ishlab chiqarish ko'rsatmalariga tarjima qilinadi.Olingan direktivalar ("post protsessor" dasturiy ta'minoti orqali) komponentni ishlab chiqarish uchun ma'lum bir mashina uchun zarur bo'lgan maxsus buyruqlarga aylantiriladi va keyin CNC mashinasiga yuklanadi.
Har qanday alohida komponent bir qator turli xil asboblardan foydalanishni talab qilishi mumkinligi sababli - matkaplar, arra va boshqalar - zamonaviy mashinalar ko'pincha bir nechta asboblarni bitta "hujayra" ga birlashtiradi.Boshqa o'rnatishlarda tashqi boshqaruvchi va komponentni mashinadan mashinaga o'tkazadigan inson yoki robot operatorlari bilan bir qator turli xil mashinalar qo'llaniladi.Ikkala holatda ham, har qanday qismni ishlab chiqarish uchun zarur bo'lgan bosqichlar seriyasi yuqori darajada avtomatlashtirilgan va asl SAPR chizmasiga yaqindan mos keladigan qismni ishlab chiqaradi.
Frezeleme - ishlov beriladigan qismning yuzasidan materialni olib tashlash uchun frezalashtirgichdan foydalanadigan kesish jarayoni.Freze mashinasi aylanuvchi chiqib ketish vositasi bo'lib, ko'pincha bir nechta kesish nuqtalariga ega.Burg'ulashdan farqli o'laroq, asbob aylanish o'qi bo'ylab oldinga siljiydi, frezalashda to'sar odatda o'z o'qiga perpendikulyar harakatlanadi, shuning uchun kesish to'sarning aylanasi bo'ylab sodir bo'ladi.Freza ish qismiga kirganda, asbobning chiqib ketish qirralari (naylar yoki tishlar) qayta-qayta kesiladi va materialdan chiqib ketadi, har bir o'tishda ish qismidagi chiplarni (sharf) qirib tashlaydi.Kesish harakati - kesish deformatsiyasi;material katta yoki kichikroq (materialga qarab) bir-biriga osilgan mayda bo'laklarga bo'linib, chiplarni hosil qilish uchun ish qismidan itariladi.Bu metallni kesishni (mexanikasida) yumshoqroq materiallarni pichoq bilan kesishdan biroz farq qiladi.
Frezeleme jarayoni ko'plab alohida, kichik kesishlarni amalga oshirish orqali materialni olib tashlaydi.Bu ko'p tishli to'sar yordamida, to'sarni yuqori tezlikda aylantirish yoki materialni to'sar orqali asta-sekin oldinga siljitish orqali amalga oshiriladi;ko'pincha bu uchta yondashuvning kombinatsiyasi.[2]Amaldagi tezliklar va oqimlar o'zgaruvchilar kombinatsiyasiga mos ravishda o'zgaradi.Parchaning to'sar orqali oldinga siljish tezligi besleme tezligi yoki shunchaki oziqlantirish deb ataladi;u ko'pincha vaqt bo'yicha masofa sifatida o'lchanadi (daqiqada dyuym [dyuym/min yoki ipm] yoki daqiqada millimetr [mm/min]), garchi ba'zan aylanish yoki to'sar tishiga masofa ham qo'llaniladi.
Frezeleme jarayonining ikkita asosiy klassi mavjud:
1.Yuzni frezalashda kesish harakati birinchi navbatda frezaning oxirgi burchaklarida sodir bo'ladi.Yuzni frezalash tekis yuzalarni (yuzlarni) ish qismiga kesish yoki tekis taglikli bo'shliqlarni kesish uchun ishlatiladi.
2.Periferik frezalashda kesish harakati birinchi navbatda to'sarning aylanasi bo'ylab sodir bo'ladi, shuning uchun frezalangan sirtning kesimi to'sar shaklini olish bilan tugaydi.Bunday holda, to'sarning pichoqlari ish qismidan materialni olib tashlash sifatida ko'rinishi mumkin.Periferik frezalash chuqur teshiklarni, iplarni va tishli tishlarni kesish uchun juda mos keladi.
| CNC mashinasi | Tavsif |
| Tegirmon | Shpindelni (yoki ish qismini) turli joylarga va chuqurliklarga o'tkazish uchun maxsus raqamlar va harflardan iborat dasturlarni tarjima qiladi.Ko'pchilik G-koddan foydalanadi.Funktsiyalarga quyidagilar kiradi: yuzni frezalash, yelka frezalash, teginish, burg'ulash va ba'zilari hatto burilish taklif qiladi.Bugungi kunda CNC tegirmonlari 3 dan 6 gacha eksa bo'lishi mumkin.Aksariyat CNC tegirmonlari ish qismini ularning ustiga yoki ichiga joylashtirishni talab qiladi va hech bo'lmaganda ishlov beriladigan qism kabi katta bo'lishi kerak, lekin juda kichikroq yangi 3 o'qli mashinalar ishlab chiqarilmoqda. |
| Torna | Ish qismlarini aylantirilganda kesadi.Odatda indekslanadigan asboblar va matkaplar yordamida tez, aniq kesishadi.Qo'lda tokarlik stanoklarida qilish mumkin bo'lmagan qismlarni tayyorlash uchun mo'ljallangan murakkab dasturlar uchun samarali.CNC tegirmonlariga o'xshash nazorat xususiyatlari va ko'pincha G-kodni o'qiy oladi.Odatda ikkita eksa (X va Z) mavjud, ammo yangi modellarda ko'proq o'qlar mavjud bo'lib, ular yanada rivojlangan ishlarni qayta ishlashga imkon beradi. |
| Plazma to'sar | Plazma mash'al yordamida materialni kesishni o'z ichiga oladi.Odatda po'lat va boshqa metallarni kesish uchun ishlatiladi, lekin turli materiallarda ishlatilishi mumkin.Bu jarayonda gaz (masalan, siqilgan havo) nozuldan yuqori tezlikda puflanadi;shu bilan birga, bu gaz orqali nozuldan kesilayotgan sirtgacha elektr yoyi hosil bo'lib, bu gazning bir qismini plazmaga aylantiradi.Plazma kesilayotgan materialni eritish uchun etarlicha issiq va eritilgan metallni kesilgan joydan puflash uchun etarlicha tez harakat qiladi. |
| Elektr chiqarishni qayta ishlash | (EDM), shuningdek, uchqunni qayta ishlash, uchqun eroziyasi, yonish, cho'kish yoki sim eroziyasi sifatida ham tanilgan, elektr zaryadlari (uchqunlar) yordamida kerakli shakl olinadigan ishlab chiqarish jarayonidir.Materiallar ish qismidan dielektrik suyuqlik bilan ajratilgan va elektr kuchlanishiga bog'liq bo'lgan ikkita elektrod o'rtasida bir qator tez takrorlanuvchi oqim oqimlari bilan chiqariladi.Elektrodlardan biri asbob elektrodi yoki oddiygina "asbob" yoki "elektrod" deb ataladi, ikkinchisi esa ishlov beriladigan qism elektrodi yoki "ish qismi" deb ataladi. |
| Ko'p shpindelli mashina | Ommaviy ishlab chiqarishda ishlatiladigan vintli mashina turi.Avtomatlashtirish orqali samaradorlikni oshirish orqali yuqori samarali deb hisoblanadi.Bir vaqtning o'zida turli xil asboblar to'plamidan foydalangan holda materiallarni kichik bo'laklarga samarali tarzda kesish mumkin.Ko'p shpindelli mashinalarda gorizontal yoki vertikal o'qda aylanadigan baraban ustida bir nechta shpindel mavjud.Baraban rulmanlarga o'rnatiladigan va tishli uzatmalar bilan boshqariladigan bir nechta shpindellardan iborat matkap boshini o'z ichiga oladi.Bu burg'ulash boshlari uchun burg'ulash milining markaziy masofasini o'zgartirish kerakligiga qarab, sobit yoki sozlanishi ikki xil biriktirma mavjud. |
| Simli EDM | Shuningdek, simni kesish EDM, simni yoqish EDM yoki harakatlanuvchi sim EDM sifatida ham tanilgan, bu jarayon harakatlanuvchi sim elektrodidan foydalanib, har qanday elektr o'tkazuvchan materialdan materialni qayta ishlash yoki olib tashlash uchun uchqun eroziyasidan foydalanadi.Tel elektrod odatda guruch yoki sink bilan qoplangan guruch materialidan iborat.Simli EDM 90 graduslik burchaklarga yaqin bo'lishga imkon beradi va materialga juda kam bosim o'tkazadi.Ushbu jarayonda sim eroziyalanganligi sababli, simli EDM mashinasi ishlatilgan simni kesib, uni qayta ishlash uchun qutiga qo'yib, yangi simni g'altakdan oziqlantiradi. |
| Sinker EDM | Bo'shliq tipidagi EDM yoki hajmli EDM deb ham ataladigan sinker EDM elektrod va moy yoki boshqa dielektrik suyuqlikka botgan ish qismidan iborat.Elektrod va ish qismi mos keladigan quvvat manbaiga ulangan, bu ikki qism o'rtasida elektr potentsialini hosil qiladi.Elektrod ishlov beriladigan qismga yaqinlashganda, plazma kanalini tashkil etuvchi suyuqlikda dielektrik parchalanish sodir bo'ladi va kichik uchqun otlar.Ishlab chiqarish qoliplari va qoliplari ko'pincha sinker EDM bilan tayyorlanadi.Yumshoq ferrit materiallari va epoksiga boy bog'langan magnit materiallar kabi ba'zi materiallar elektr o'tkazuvchan emasligi sababli sinker EDM bilan mos kelmaydi.[6] |
| Suv oqimi to'sar | "Suv oqimi" sifatida ham tanilgan, bu yuqori tezlik va bosimdagi suv oqimi yoki suv va qum kabi abraziv moddalar aralashmasi yordamida metall yoki boshqa materiallarga (masalan, granit) kesishga qodir asbobdir.U ko'pincha mashinalar va boshqa qurilmalar uchun qismlarni ishlab chiqarish yoki ishlab chiqarishda ishlatiladi.Kesilgan materiallar boshqa usullar bilan hosil bo'ladigan yuqori haroratlarga sezgir bo'lsa, Waterjet afzal usul hisoblanadi.U tog'-kon sanoatidan tortib aerokosmosgacha bo'lgan turli sohalarda ilovalarni topdi, u erda kesish, shakllantirish, o'ymakorlik va raybalash kabi operatsiyalar uchun foydalaniladi. |

CNC burg'ulash
qismlar

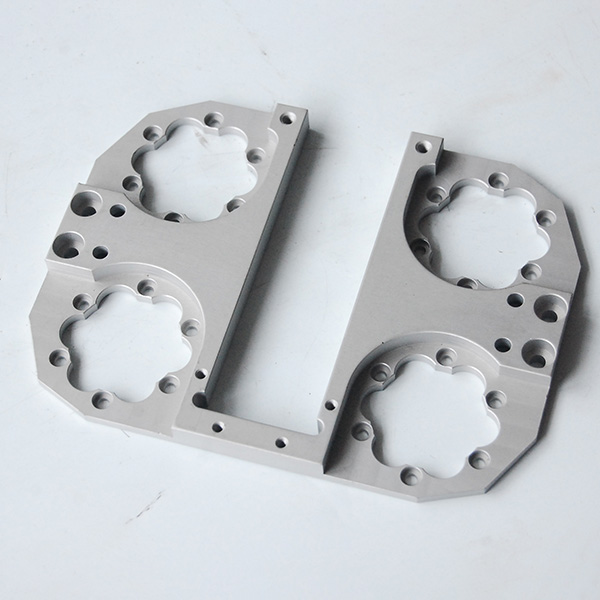
CNC ishlangan
alyuminiy qismlar

CNC ishlov berish
egilgan qismlar

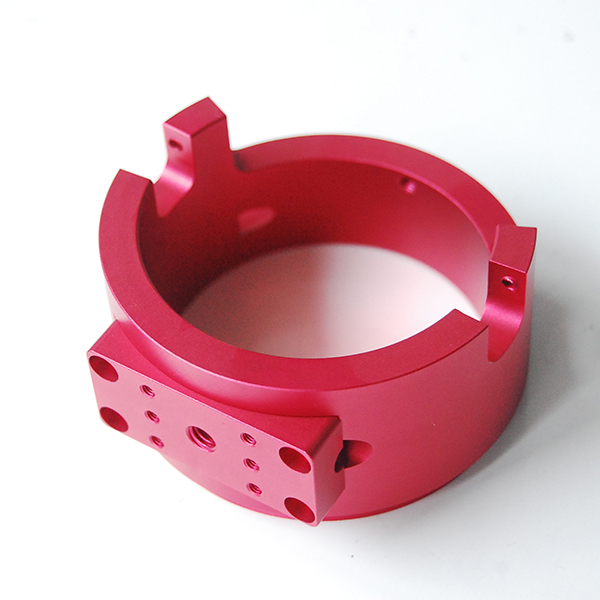
CNC ishlov berish qismlari
anodizatsiya bilan
Yuqori aniqlik
cnc qismlari
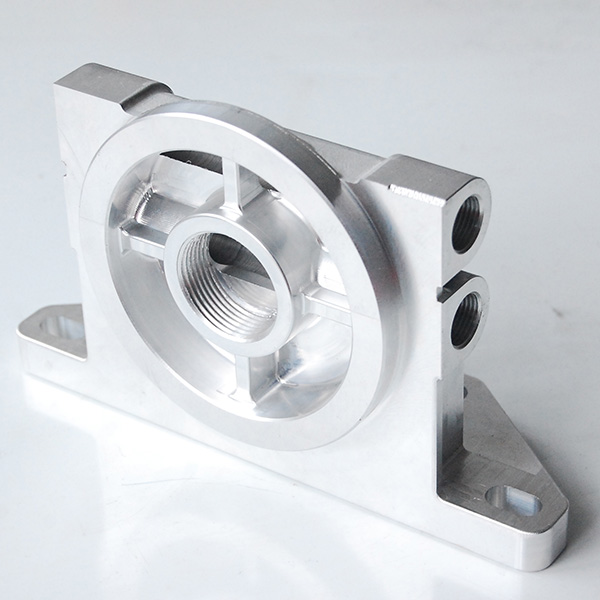
Aniq alyuminiy quyma
ishlov berilgan va anodlangan bilan
Nozik quyma alyuminiy
ishlov berish bilan

Chelik cnc
ishlov berish qismlari



